ステンレス鋼の溶接方法
著者:
Monica Porter
作成日:
21 行進 2021
更新日:
1 5月 2024

コンテンツ
はwikiです。つまり、多くの記事が複数の著者によって書かれています。この記事を作成するために、ボランティアの著者が編集と改善に参加しました。溶接とは、家、車、ボートなどで組み立て作業を行うときに、熱源を使用して2つの部品を結合するプロセスです。レーサーの場合のように、金属や同じ金属のバリエーションによっても溶接する方法は異なります。この記事では、ステンレス鋼に適用される溶接技術のいくつかを発見することが正確に提案されています。
ステージ
-

適切な保護具を入手してください。- 溶接するときは、露出した皮膚の面積が最小限になるように、長袖のシャツとズボンを着用してください。また、安全メガネ、手袋、および聴覚保護具を着用する必要があります。
-
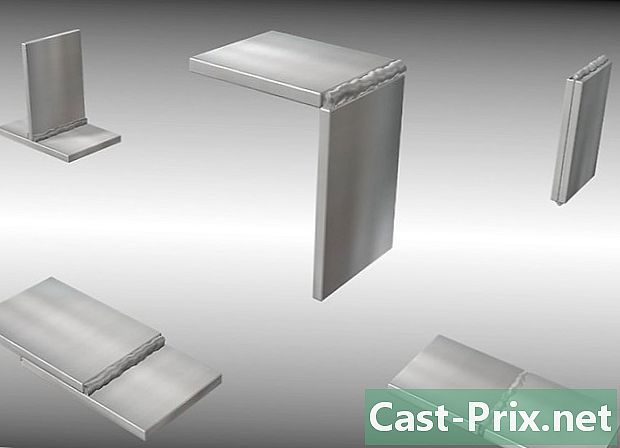
接合する金属部品に応じて、最適な溶接方法を決定します。- 最も一般的に使用される方法は、「T」字型、オーバーラップ、2つの金属部品の1つを端から端まで、または曲線エッジ溶接します。
- これらの方法を選択する際には、各方法の実行可能性、溶接する金属部品の厚さ、および溶接に必要な堅牢性を考慮してください。
-
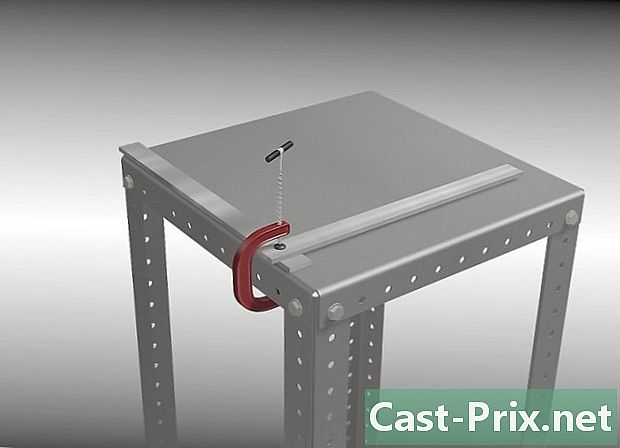
クランプとシムを使用して、溶接する2つの金属部品を保持します。 -
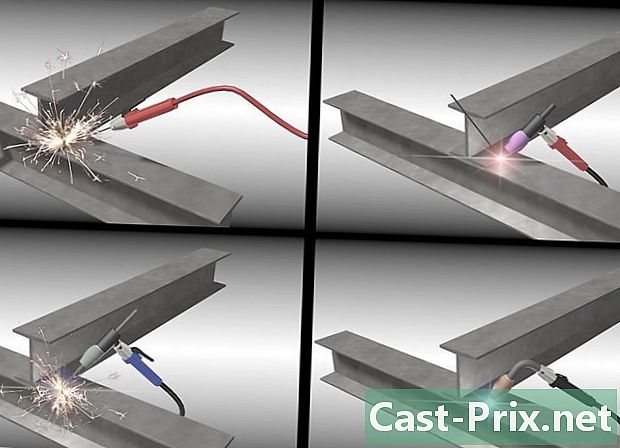
最も適切な溶接手法を選択して、2つのステンレス鋼部品を接合します。 4つの主なテクニックは次のとおりです。- 被覆電極による電気アーク溶接、
- 非溶融電極(タングステン)によるアーク溶接、
- ガスなしの芯線溶接(米国指定の「FCAW」プロセス)、
- および中性ガスまたは非中性ガス混合物(アルゴン、二酸化炭素、水素)による半自動(または「MIG-MAG」)ガス溶接、および短絡または軸方向スプレー移動(タイプの電極を使用)ヒューズワイヤを使用して、組み立てる部品に電気アークを作成します。
-

半自動溶接技術を選択する場合、組み立てる部品を形成するステンレス鋼のタイプに適した不活性ガスを選択します。- 被覆電極で電気溶接されている場合、不活性ガスを使用する必要はありません。他の溶接技術では、溶接する金属に応じて異なる割合のラゴンまたはヘリウム、または複数のガスの混合物を使用できます。
-

ステンレス部品をはんだ付けする金属を選択してください。- 溶接する2つの部品が同じ金属でできている場合、それらを結合するのに最も適した寄与金属を選択する必要があります。部品が異なる金属で作られている場合、母材(ステンレス鋼)と互換性のある、割れにくい金属を選択する必要があります。
-
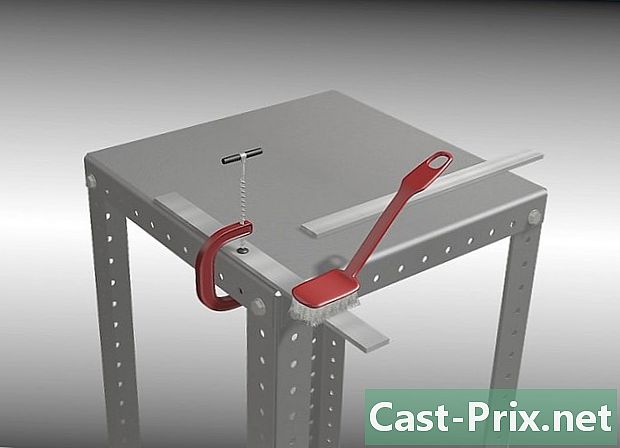
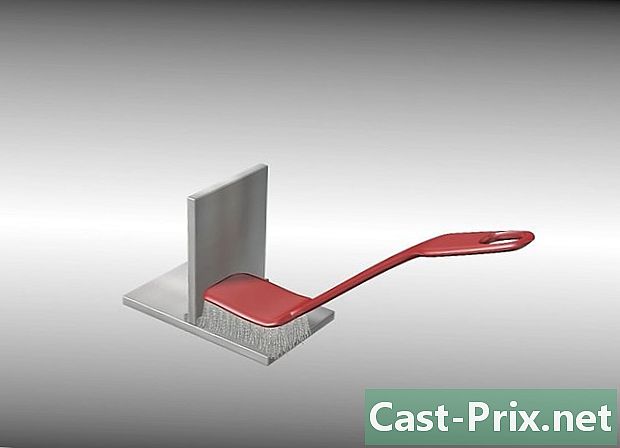
溶接するステンレス部品を清掃します。- 洗浄操作は、酸化物の痕跡を除去し、それらが形成されるのを防ぐことを可能にしなければなりません。酸化マークに加えて凹凸を取り除くために、ワイヤーブラシ(ステンレス)で各ピースの表面全体を優しくブラッシングします。
- 手袋を着用して、ステンレス鋼部品の研磨面に指からグリースが付着しないようにします。
-

室温でスチールはんだを着用してください。- オーステナイト鋼を使用する場合、予熱する必要はありません。マルテンサイト型またはフェライト型の場合にのみ、室温に達するまで加熱します。また、特に厚い部品や炭素を多く含む鋼で作られた部品を予熱する必要があります。
-
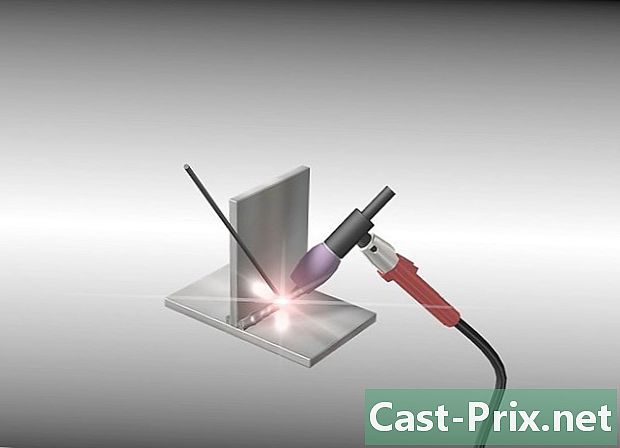
溶接に必要な熱源を適用します。 -
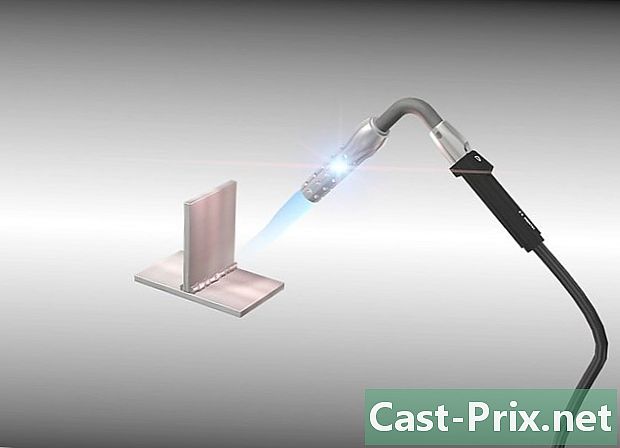
溶接したばかりの部品を加熱します。- 急速に冷却すると、クラックに微視的なクラックが発生する可能性があり、ひどく弱くなる可能性があります。そのため、溶接作業が終了したらすぐに加熱する必要があります。
-
必要に応じて、溶接部からバリを取り除きます。 ノミを使用してこの作業を行うことができます。- 被覆電極を用いたアーク溶接およびガスフリーのフラックス入り溶接では、溶接部に鋭いバリが残る傾向があります。
あなたのために

犬のかみ傷を治す方法
この記事の共著者は、Chri M. Matko、MDです。マツコ博士は、ペンシルベニア州の退職した医師です。 2007年にテンプル大学医学部で博士号を取得しました。この記事で引用されている24の参考文献があり、それらはページの下部にあります。 米国では、毎年、動物に噛まれることで200万から500万人の負傷者が出ています。子供は大人よりも頻繁に噛まれ、これらの咬傷の大部分(85〜90%)は犬が原因...

インフルエンザを治す方法
この記事の内容:インフルエンザの症状を特定する自然療法でインフルエンザを治療する医学的治療でインフルエンザを治療するflu60を防ぐ インフルエンザとしてよく知られているインフルエンザは、肺や気道の細胞(鼻、副鼻腔、のど)を攻撃するウイルス感染症です。ほとんどの場合、1週間から2週間続きますが、インフルエンザは、特に子供、高齢者、免疫システムが弱くなっている人や慢性疾患の人にとって非常に危険です。...