溶接方法
著者:
Monica Porter
作成日:
21 行進 2021
更新日:
1 J 2024

コンテンツ
この記事の内容:作業の準備WelderThirdパートの開始:作業の終了
アーク溶接は、電気的に生成された熱を使用して2つ以上の材料を接合するプロセスです。 American Welding Societyにリストされている多くの溶接プロセスがありますが、この論文では、スティック溶接としても知られる被覆電極アーク溶接プロセスの処理に限定します。最も一般的な溶接形式の1つであり、複数の用途があります。このプロセスにより、専門家の専門知識を備えた持続可能なDIYプロジェクトを簡単に達成できます。
ステージ
パート1作業の準備
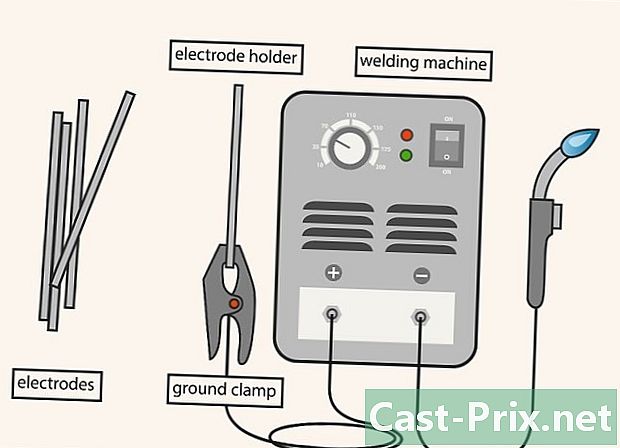
- 材料を集めます。 溶接機、接続ケーブル付きの電極ホルダー、接地ケーブル付きのアースクランプ、電極、および組み立てるベース金属が必要です。また、堆積物を除去するための鋭いハンマーと、溶接部をきれいにするためのワイヤーブラシも必要です。
-
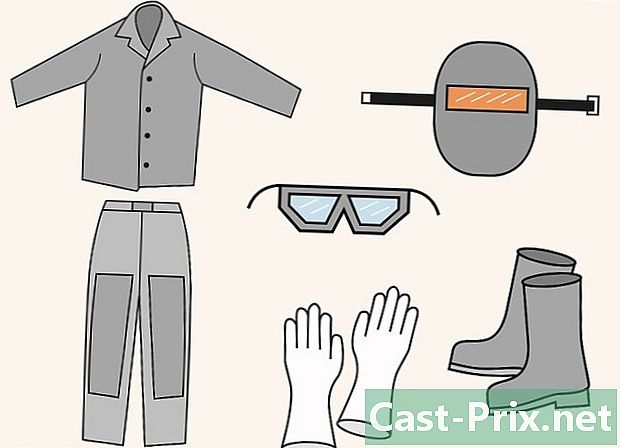
安全装備を着用してください。 これには、溶接機のヘルメット(シェード10以上)、溶接機のジャケットまたは綿のスウェットシャツ、カフレスパンツ、作業ブーツ、手袋、安全メガネが含まれます。- 着用しないでください テニスシューズ、ほつれた衣類、袖口のズボン、ニットまたはオープンポケットシャツ、ノースリーブシャツ。
-
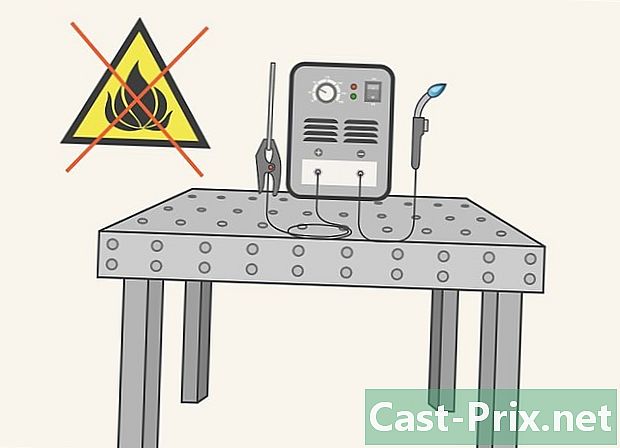
ワークステーションを準備します。 可燃物を取り除き、適切な作業面を見つけてください。たとえば、接地ケーブルを金属製のテーブルに接続できますが、ほとんどのワークショップには、接地線が接続される大きな金属部分があります。- 他の人がいる場合は、作業エリアの周りに溶接カーテンを設置します。これにより、これらの人々は紫外線(UV)から保護されます。
-
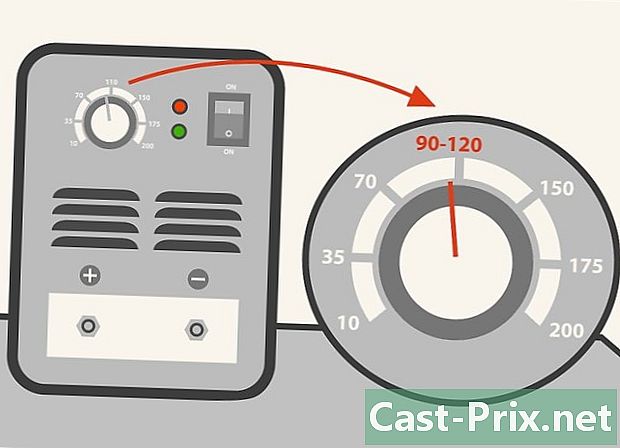
溶接機を準備します。 ほとんどの溶接機は非常にシンプルです。おそらく90〜120アンペアのオーダーの強度を使用する必要がありますが、これは母材の厚さと電極の直径に応じて調整する必要があります。 -
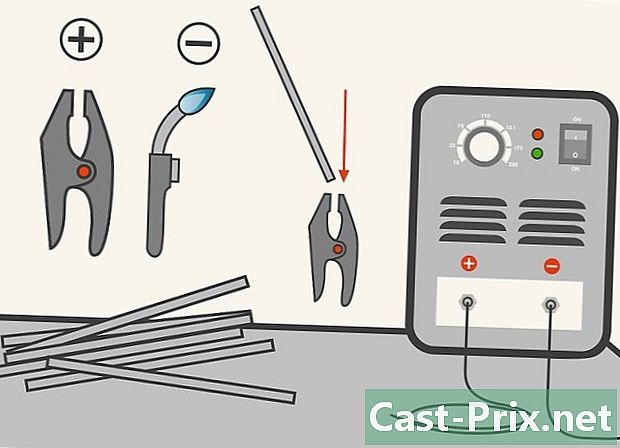
正しい電極を使用してください。 溶接される金属の接続に応じて、結晶が金属から電極に落ち着くとき、それは正極のDC(CCEP)アセンブリと呼ばれ、金属のより高い温度上昇をもたらします。 DC負電極(CCEN)取り付けでは、効果は逆になります。スティック溶接の場合、CCEP取り付けにより溶接部の溶け込みが増加します。マシンに応じて、ACまたはDC溶接に適した電極を選択する必要があります。電極が乾いていることを確認してください。- 正電極dc溶接(CCEP)の場合、使用できる電極は次のとおりです:E6010、E6011、E6013、E7014、E7018、E7024。交流(AC)には、電極E6011、E6013、E7014、およびE7018ACを使用できます。
- 電極E6010およびE6011は、洗浄できなかった錆びた、塗装された、または汚れた金属の溶接に特に適しています。
- E6013電極は多目的電極です。ジョイントがうまく合わないプロジェクトに最適です。
-
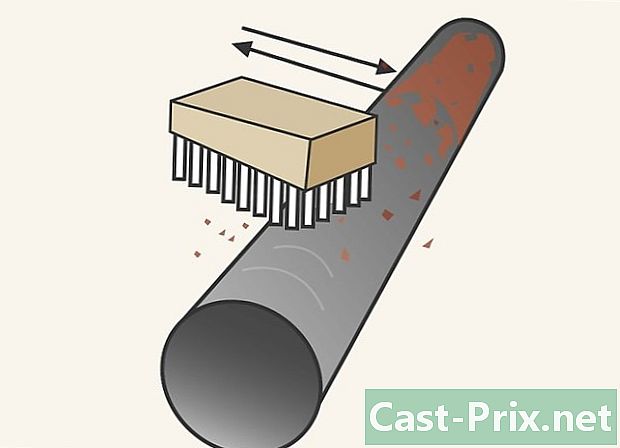
溶接する前に金属をきれいにしてください。 これは、ワイヤブラシまたはグラインダーで溶接する表面をブラッシングすることで実行できます。できるだけ錆や塗装で金属を取り除きます。- アセトンを使用して、金属、特にアルミニウムを脱脂してください。
- 溶接機で加熱されたときに起こる反応により、即座に死亡する可能性があるため、塩素系溶剤を使用しないでください。
- 輝く金属は必ずしもきれいではありません。ハードディスクグラインダーを使用してスケールの層を除去し、金属を露出させます。これは特に氷河に当てはまります。
-
ジョイントを準備します。 クランプと万力を使用して部品を固定し、シールを適切に調整します。
パート2はんだ付けの開始
-
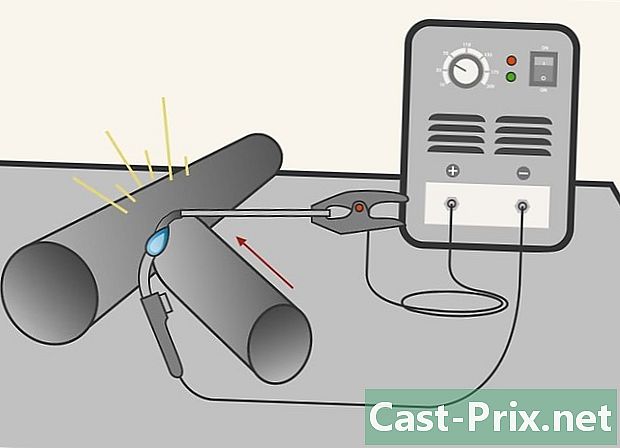
溶接アークを準備します。 出血は、杖の先端を母材に押し付けてから素早く引き上げるか、試合のように杖の先端を金属に擦り付けます。したがって、電極から金属への電流の通過を引き起こす電気回路を閉じます。- 最新の溶接用ヘルメットを使用すると、larcの開始まではっきりと見ることができ、紫外線(UV)から目を保護するために自動的に色付けされます。他の安価なヘルメットや古いモデルでは、溶接中を除き、通常は暗すぎて透けて見えない着色ガラスを備えたバイザーを使用します。この場合、はんだ付けを開始する場所を見つけて、スティングを開始する前にもう一方の手でヘルメットを下に向けます。
-

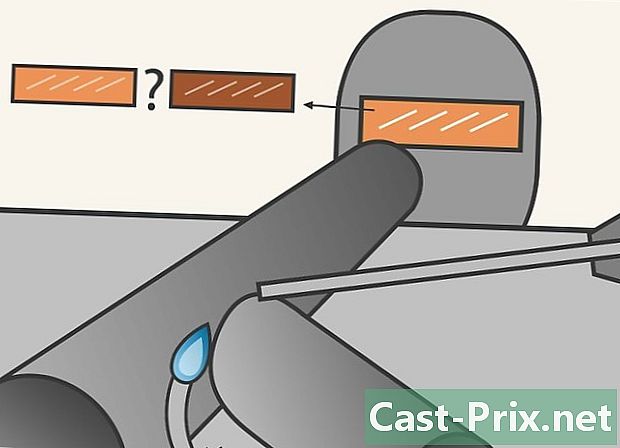
融合溶接プールを作成します。 安定したアークを維持することができたら、電極の端に注意を払うのではなく、溶融金属浴に集中してください。良いお風呂を作るには、電極を動かす前に、1、2秒待つ必要があります。- ラークの高さは、電極の先端から卑金属の表面まで3〜4 mmを超えてはなりません。このギャップは、電極をはんだ溶融物に向かって優しく押して維持する必要があります。ギャップが広がると、過剰な投影が生じます。
-

溶融物を金属中に移動させ始めます。 電極を90°に近い角度に保ちます。電極をあまり速く動かさないでください。一般に、2.5 cmのはんだで約2.5 cmの電極を消費するように、事前に速度を計画します。はんだ槽を移動するときは、直線で進むことができます(1つ 非常線 溶接)または小さな円を記述します。- 一定のアーク高さを維持することが重要です。これは、電極の先端と母材間の距離です。電極は常に消費されているため、これを最初に達成することは困難です。
- ジョイントの最後までバスを動かし続けます。繰り返しますが、安定した前進速度とアークの高さを維持してください。
方法3パート3:作業を完了する
-
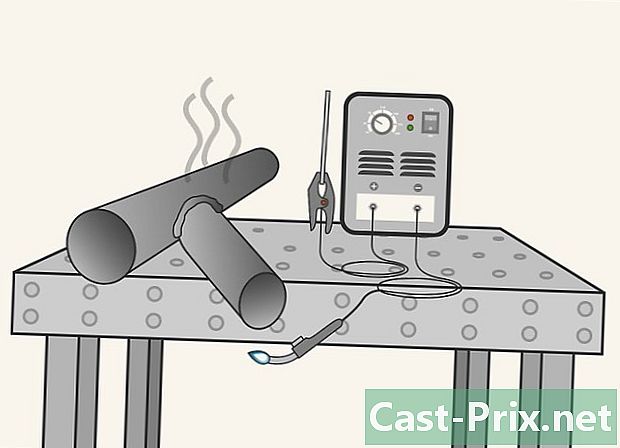
溶接を終了します。 電極を金属から遠ざけ、数秒間冷ます。まだ非常に暑いですが、金属は赤色を失っています。 -

スラグをきれいにします。 スラグは、溶接プロセス中に得られる残留物です。溶融金属を汚染物質から保護します。スラグ堆積物は、溶接ビードと同じ速度で冷却されず、場所にブリスターが生じる場合があります。必要に応じて、プリムハンマーを使用してスラグを溶接シームから取り外します。- マスクを持ち上げるときに目を保護するために、溶接中は安全眼鏡を着用してください。
- 溶接の継ぎ目をマークしないように軽いハンマーストロークを与えることにより、除去が困難なスラグのみをステッチします。
- ワイヤーブラシを使用して溶接シームをきれいにします。特に別のパスを作成する場合は、余分なパーティクルを可能な限り削除してください。
-
溶接部を調べます。 初心者の溶接は品質が悪いことが多く、その抵抗は十分ではありません。ただし、練習するとパフォーマンスは向上します。ギャップまたは不完全な溶接を修正するために別のパスを作成します。 -
金属が冷えるまで待ちます。 実際には、金属を水に浸すと冷却が加速されますが、溶接も弱まります。したがって、構造溶接部を周囲の空気まで冷却してください。
- 4つの溶接位置を学びます。それらは、フラット位置、コーニス位置、垂直位置、天井位置です。この記事では、フラットポジションについて説明します。
- フラット溶接の場合、電極を90度の角度で電極ホルダーに入れることをお勧めします。天井の位置では、電極は直接外側を向く必要があります。
- お住まいの地域の溶接クラスを見つけます。この記事の内容があなたに教えることができるものよりも、溶接技術について多くを学びます。
- 溶接機を知っている場合は、溶接機を見て、溶接が完了したら溶接を検査するように頼んでください。彼の観察は、欠陥の修正に役立ちます。
- はんだアークの光は強力な紫外線(UV)でできています。日光のように長時間さらされると、がんを引き起こす可能性があります。
- 強い光は目を傷つけ、 アークの打撃 非常に不快な事故を表します。目のやけどは、皮膚の日焼けに似ています。電気アークの光によるそのような燃焼は、水疱を引き起こす可能性があります。眼球のこれらの小さな水疱は、まぶたの羽ばたきの間に破裂し、病変を周囲の大気にさらします。結果として生じる痛みは、眼への塩の導入後に経験した痛みに匹敵します。治癒が進むと組織は再生しますが、重度または繰り返しの火傷で失明を引き起こすほどの瘢痕組織が作成される可能性があります。
- 溶接用に設計された保護ガラスの助けを借りずに、適切な日陰で溶接アークを見ないでください。少なくともグラス9のシェードが必要です。使用される強度が高いほど、ガラスの不透明度が高くなり、色相数が高くなります。暗い数字の低いグラスは、研削と切断に適しています。目の特性が個人によって異なることも忘れないでください。暗いガラスはある人には適しているかもしれませんが、同じ仕事をしている別の人には十分ではありません。
- ほとんどのアーク溶接ステーションでは、操作のサイクルを尊重する必要があります。これは、指定された時間を超えてはんだ付けすると、機器が損傷する可能性があることを意味します。ほとんどの小型で安価な溶接機のデューティサイクルは20%です。稼働率またはデューティファクターは、10分間の割合として表されます。デューティサイクルが20%のマシンは、10分間で2分間溶接できます。残りの8分間は、マシンを冷却します。高いデューティサイクルは、長い溶接時間に対応します。最大のマシンのデューティサイクルは最大60%で、これは10分間で6分間の溶接時間に相当し、残りの4分間はマシンの冷却用に予約されています。
- 消火器、水の入ったバケツ、砂、水ホース、または他の適切な手段で火を消してください。
- 目が一撃で火傷した場合は、製品を使用して消えないでください 発赤。負傷した目の血管は拡張し、血液の流入が火傷を和らげる可能性があります。血液の流入は、過剰な抗体とより多くの酸素を目にもたらすことにより、治癒を促進します。自然な涙は、火傷した目を落ち着かせ、癒します。
- あなたと一緒に誰かをして、あなたがしていることを監視し、あなたの安全を改善してもらいます。最初の溶接では、経験豊富な溶接機で練習してください。
- 溶接機は危険です。使用モードを注意深くお読みください 全て あなたの安全とあなたの周りの人々の安全を確保するために、すべての措置を講じてください。可燃物の近くで溶接しないでください。燃料タンクの金属など、燃料と接触している金属を溶接しないでください。
- 焦げた目で生のジャガイモを使用しないでください。ジャガイモには感染性細菌が含まれる場合があります。滅菌冷湿布は、目に有害な細菌を持ち込むことなく、熱とheat熱感を取り除くのに役立ちます。
- 安全メガネ
- ペンチとケーブルを備えた溶接機
- 電極
- はんだ付け金属
- 刺すハンマー
- ワイヤーブラシ
- 溶接ヘルメット10以上
- 一対のカフ溶接用手袋
- 作業ブーツのペア
- 裏地のないズボン
- 溶接ジャケット
- 消火器
- http://www.weldinginfocenter.org/basics/ba_06.html
- http://www.eastwood.com/stick-welding-tips-how-to-stick-weld-a-user-s-guide
- http://www.millerwelds.com/resources/articles/Selecting-the-Right-Welding-Helmet-For-You
人気のある投稿

にきびの赤みを取り除く方法
この記事の内容:家庭薬を使用してにきびの発赤を減らす治療を使用してにきびの発赤を減らす変更を加えてにきびの発赤を減らす化粧品を使用してにきびの発赤を減らす 脱毛は、毛包に油、死んだ皮膚細胞、細菌が詰まると発生します。これにより、見苦しい吹き出物、変色、赤い斑点が生じます。若者の間では非常に一般的ですが、赤ちゃんからお年寄りまで、誰もがこの問題に苦しむことができます。幸いなことに、にきびを減らすのに...

ヘビを取り除く方法
この記事は、コンテンツの正確性と完全性を保証するために、編集者と有資格の研究者の協力を得て書かれました。 この記事には15の参考文献が引用されていますが、それらはページの下部にあります。のコンテンツ管理チームは、編集チームの作業を注意深く調べて、各アイテムが当社の高品質基準に準拠していることを確認します。 ヘビは世界の多くの地域で一般的です。あなたが植物や昆虫でいっぱいの大きな庭を持っているならば...