はんだ付け方法(ろう付け)
著者:
Monica Porter
作成日:
21 行進 2021
更新日:
25 六月 2024

コンテンツ
この記事の内容:溶接の基礎電子部品のサブミット金属パイプのサブミット
溶接は、2つの金属要素を安全に接続する最も効果的な方法の1つです。溶接には主に2つのタイプがあります.1つはろう付けとも呼ばれる、組み立てられたパーツの1つとは異なる金属を使用し、もう1つは組み立てられたパーツと同じ種類の金属を使用します。融点(金属が融解する温度)。この記事では、電子部品と金属パイプを接続するために使用される最初のタイプの溶接についてのみ説明し、自分で溶接を行うための基礎を説明します。
ステージ
方法1溶接の基礎
- 互いに強く結合するために、別の性質の2つの金属要素間で金属を溶かす技術を学びます。 金属は、接合される部品の融解温度より低い温度で融解します。
- 普通に使っています 用語 溶接 この手法を指定するには、 ありながら 実際に ろう付け ;これが、この記事の後半で溶接という用語が使用される理由です。したがって、実際の溶接では、金属を使用せずに、冷却前に金属部品の端部を溶融および溶融して、完全に同じ材料で作られた1つの部品のみを提供します。
- はんだ付けは、電子部品や配管のデリケートな操作に使用される技術です。これは、接合されるコンポーネントが熱によって変化してはならないためです。
- 寄与金属は一種の金属接着剤とみなすことができます。パーツを所定の位置に保持するために使用できますが、コンポーネント間のスペースを埋めることもできます。
- バインダー材料は金属であるため、電気を伝導します。これは、電子器具を作りたいときにはんだ付けが頻繁に使用されるもう1つの理由です。
- 普通に使っています 用語 溶接 この手法を指定するには、 ありながら 実際に ろう付け ;これが、この記事の後半で溶接という用語が使用される理由です。したがって、実際の溶接では、金属を使用せずに、冷却前に金属部品の端部を溶融および溶融して、完全に同じ材料で作られた1つの部品のみを提供します。
-

2つの要素を接続するための金属合金の融合。 はんだという用語は、接合される部品を接続するために溶融される材料を指すのに使用される用語であるだけでなく、溶接作業が完了した後の部品間の接合領域も指す。長い間、ほとんどの溶接部には鉛またはカドミウムが含まれていましたが、これらは比較的低温で溶け、最近ではこれらの金属が有害性の低い他の材料に置き換えられました。- 溶接は、多くの場合、2種類以上の金属で構成される合金です。大規模なアンチモン、銅、スズ、亜鉛が溶接の主要成分です。
- 溶接は柔軟な素材で、主にリールで販売されており、広げたりねじったりすることができます。
- 溶接部は比較的低い融点(180〜250°C)を持ち、溶融後非常に急速に冷却します。
- 溶接ワイヤは、天然ロジンコア(樹液)またはチューブを形成する薄い金属合金層に囲まれた酸性化学物質で構成される場合があります。
- コアの物質は、冷却中の合金の酸化を防ぐ浄化剤として機能します。合金の純度は、溶接部の強度を保証します。
-

はんだごてを使用してはんだを加熱します。 さまざまなはんだごてがありますが、これらのツールのほとんどは、温度が上昇し、電力グリッド電流と交差すると赤くなる金属チップを備えた直線形状をしています。はんだを溶かすのは、赤くなったチップです。- はんだごては、通常、400〜500°Cの温度まで上昇するので注意してください。
- はんだごての先端の端は、冷却後、はんだの薄い層で覆われていることがよくあります。これらの残留物は、金属チップを酸化させ、効果を低下させる傾向があります。これが、使用したばかりのはんだごての先端をきれいにすることが重要である理由です。このため、アイロンの使用が終了したら、熱い先端をわずかに湿らせたスポンジに静かにスライドさせます。
- 先端の冷たいはんだ層は、鉄をより効果的にすることができます。作業を開始する前に、薄い層に広がる少量のはんだを先端で溶かすことで、はんだごてを「錫」できます。
- 一部のはんだごてモデルには、はんだ、溶接する要素、または実行する作業に応じてチップの温度を調整するコントロールホイールがあります。
-
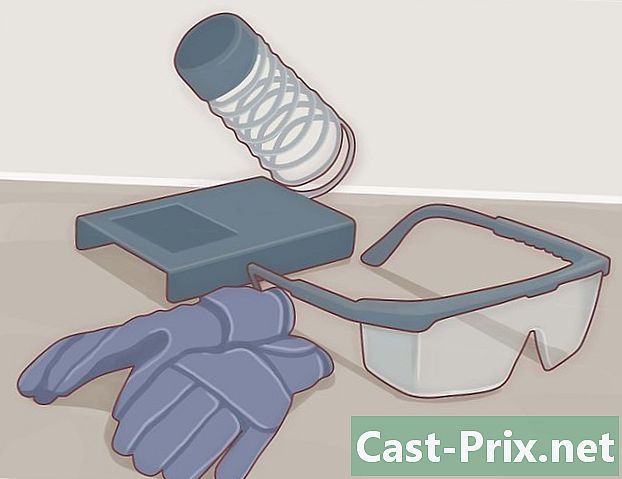
安全上の理由および作業を容易にするためのアクセサリーの使用。 いくつかの予防策を講じれば、溶接作業は特に危険でも困難でもありません。効果的に溶接するには、次の機器を使用できます。- 所定の位置に組み立てられる要素を保持する洗濯ばさみまたはワニ
- 熱い鉄の先端から手を保護するための厚い手袋
- はんだ残渣が目に入らないようにする安全メガネ
- はんだごてスタンドは、2つの作業の間に手を放し、平らな鉄を敷く必要がないようにします
-

作業する部屋の照明。 溶接作業中に処理するすべての要素を確認する必要があります。必要に応じて、作業エリアの近くに卓上ランプを持ち込みます。 -

部屋の換気。 はんだには鉛が含まれていませんが、コアの酸性製品などの一部の物質は有毒なガスを放出する可能性があります。これらのガスが部屋に蓄積するのを防ぐために、窓を開けてください。ファンは、蒸気が作業面に直接集中しすぎるのを防ぐこともできます。 -

長い溶接作業中の破損の配置。 溶接作業が通常数分しか続かない場合(鉄の加熱を含む)でも、一連の溶接作業は数十分、さらには数時間にわたって行われます。作業に時間がかかる場合は、15分または20分ごとに短い休憩を取ります。
方法2電子部品の溶接
-

はんだごてを選択してください。 ほとんどの電子溶接作業では、コンポーネントをプリント回路基板に接続します。だからこそ、細かい点のある鉄を手に入れる方が良いのです。ほとんどの操作には平らなベベルエンドのチップを、最高の精度を必要とする操作にはテーパーチップをお勧めします。- はんだごての先端を別の種類の先端に交換することはできません。また、実行する操作に適した先端の種類に応じて、こてを選択する必要があります。ただし、10ユーロのはんだごてと20ユーロで最高品質のモデルを簡単に見つけることができるため、大きな問題ではありません。
- 電子操作に適した通常のはんだごては、通常40Wの電力と最高500°Cまで加熱するチップを備えています。このタイプの鉄は、壊れやすいワイヤやコンポーネントを損傷することなく、電子機器で使用される溶接部を簡単に溶かします。
-
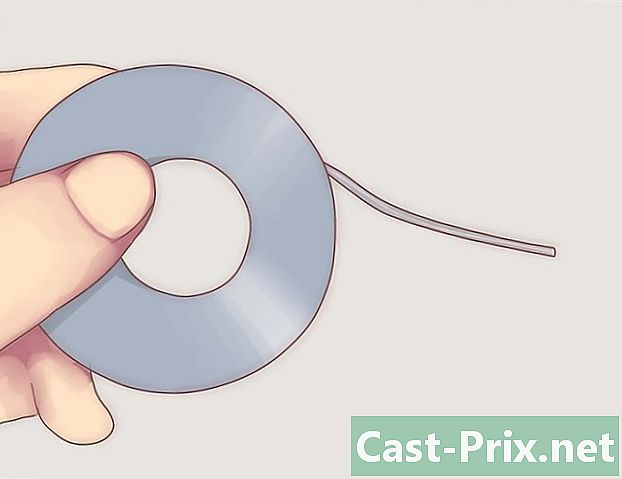
はんだを選択します。 単一部品溶接またはロジンコア溶接は、すべての電気店またはDIY店およびオンラインでも簡単に見つけることができます。選択したはんだが、溶接する材料にしっかりと接着することを確認してください。ワンピースはんだを使用している場合は、作業を開始する前に、鉄の先端に酸化はんだの薄い層がないことを確認してください。- 60%のスズと40%の鉛はんだは、毒性の少ないシールに置き換えられるまで、エレクトロニクス分野で最も広く使用されてきました。今日、スズと銀のはんだが最も使用されています。お金が価格の上昇と溶接の溶融温度(220°C)の上昇を引き起こしたとしても、有毒な鉛を置き換えることに加えて、はんだの付着性を大幅に高めるため、使用することは非常に有利です。
- 溶接は、多くの場合、60Sn / 40Pbタイプの割合で特徴付けられます。各数値は、合金中の元素の割合を表します(60Sn =スズ60%、40Pb =鉛40%)。
- 60%のスズと40%の鉛はんだは、毒性の少ないシールに置き換えられるまで、エレクトロニクス分野で最も広く使用されてきました。今日、スズと銀のはんだが最も使用されています。お金が価格の上昇と溶接の溶融温度(220°C)の上昇を引き起こしたとしても、有毒な鉛を置き換えることに加えて、はんだの付着性を大幅に高めるため、使用することは非常に有利です。
-

はんだごてを準備します。 アイロンを主電源に接続し、数分間温めます。前の操作で残ったはんだの跡が残っている場合は、湿らせたスポンジにチップを通します。きれいになったら、最後に薄い層に広がる少量のはんだを溶かします。そのとき、実際の溶接作業を開始できます。 -
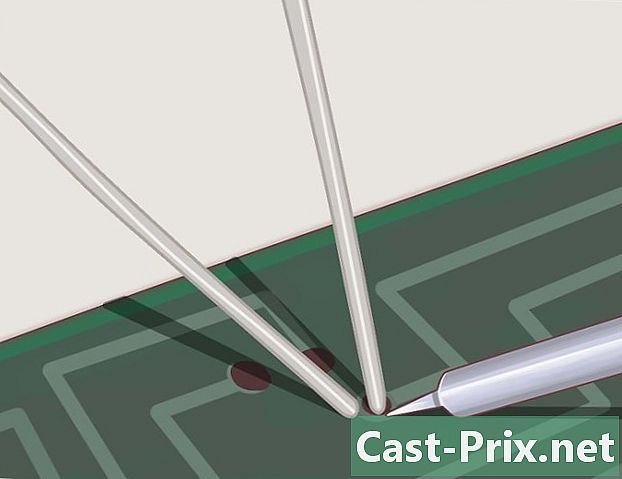
コンポーネントを配置します。 回路基板にはんだ付けする必要がある場合は、ワイヤがプレートの穴に正しく配置されていることを確認してください。はんだを堆積するときにコンポーネントが動くのを防ぐために、おそらく小さな特別なペンチを使用できます。 -
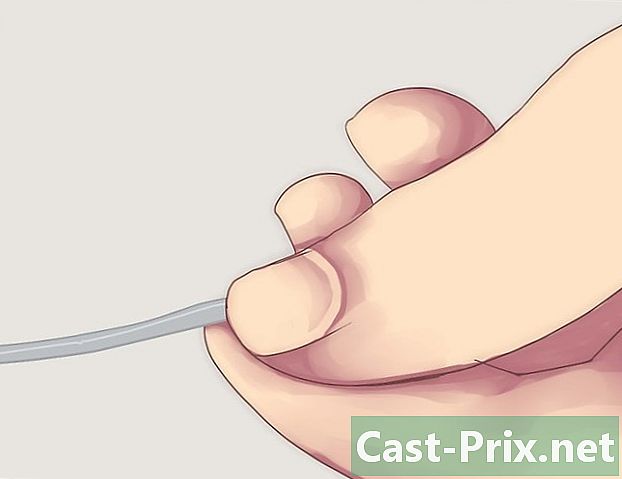
溶接ワイヤをつかみます。 右利きの場合は左手に、左利きの場合は右手に持ってください。手から突き出ている溶接ワイヤの部分は、指の先端が鉄の先端から常に十分に離れるように十分に長くなければなりません。 -
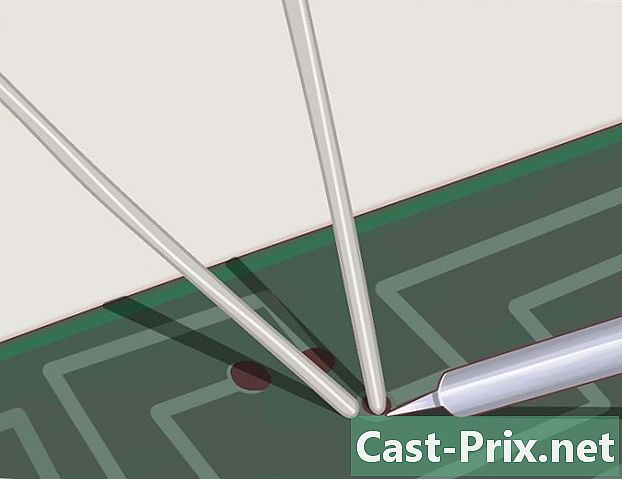
コンポーネントを加熱します。 鉄の先端を、溶接するコンポーネントの部分にそっとこすります。ホットチップが1〜2秒より長くコンポーネントに触れないようにしてください。はんだは、コンポーネントのそのように加熱された部分により容易に付着します。- コンポーネントと回路基板の間の接点からはんだワイヤの端を持ち、すぐにその上に鉄の先端を当ててすぐに溶かします。鉄の先端を溶接部に3〜4秒以上接触させたままにしないでください。
- プレート上に十分なはんだがない場合は、溶けている溶接ワイヤの端を接触点に向かってわずかに進めます。
- 溶接部はすぐにコンポーネントワイヤを被覆し、その表面は滑らかで比較的平坦でなければなりません。
-

きれいに仕上げます。 最初に接点からはんだワイヤを取り外し、1秒後にチップをはんだから離して冷却します。繰り返しますが、この操作には数秒しかかからないため、高速である必要があります。- はんだを丸くしたり、不純物を追加したりする可能性があるため、はんだを吹き付けて冷却を加速しないでください。
-

すべての溶接点に対して同じ操作を繰り返します。 同じ回路基板上に複数の溶接を行う場合は、それらを順番に実行します。今行った溶接がクールであると確信したら、新しい溶接を開始します。小さな剥離層により、熱いチップが酸化物であることが回避され、寿命が長くなるため、数回の操作の後、またはその支持体に鉄を載せる前に、チップにはんだ滴を追加します。
方法3溶接金属パイプ
-
準備作業を行います。 プロパントーチ銅パイプの溶接は特に難しい作業ではありませんが、鉄で溶接するよりもはるかに多くの準備と時間が必要です。一般に、パイプ溶接作業は、水道管の間に完全に密封された接合部を作成することから成ります。トーチの炎で火傷しないよう、また水害の問題を避けるために、あらゆる予防策を講じる必要があります。 -

あなたのトーチを取ります。 確かに、このタイプのツールによって生成される熱は、2つの銅パイプを接合するために使用されるタイプのはんだを十分な量で溶かすのに十分ではないため、はんだごては使用しません。 DIYショップでトーチを簡単に見つけることができます。- パイプの溶接作業を実行するのに十分な熱を発生する特殊な鉄がありますが、それらはトーチよりも高価であり、大幅に効率が低下します。
-

あなたがやろうとしている仕事に適した溶接を選択してください。 配管工事にはさまざまな溶接があります。溶接トーチのねじは、一般に、電子作業に使用される溶接よりも厚く(3mm)います。パイプ溶接スレッドには、溶接作業を容易にする酸性化学物質で作られた心が含まれていることがよくあります。このタイプの溶接を使用してパイプを接合することをお勧めしますが、手作業で少しのレタッチ作業を行う必要がない場合は、電気店で見つかったはんだを非常にうまく使用できます。一方、パイプを非常に安全に接合するには、このタイプの作業用に特別に設計された溶接ワイヤを使用する必要があります。- 水道管の2本のパイプを接続するために鉛を含むはんだを使用しないでください。はんだを購入する前に、製品パッケージの組成を読んで、この有毒金属が含まれていないことを確認してください。パイプ溶接部には主にスズが含まれ、多くの場合、アンチモン、銅、または銀が含まれます。
-

パイプをきれいにするためにサンドペーパーを使用してください。 溶接を容易にするために、紙/エメリー布、サンドペーパー、鉄ストローで接合するパイプの端をこすります。その後、溶接部はパイプの金属と直接接触します。 -

給水口を切ります。 これは、水による損傷を防ぎ、大量の水を拭き取らなければならないことを避けるために不可欠な手段です。- 水を切る前に、水の入ったバケツを満たし、作業する場所の近くに保管してください。誤ってトーチで何かに点火した場合、この貯水池が役立ちます。
-

パイプカッターを使用して、適切な長さのパイプを取得します。 新しい配管を設置する場合、おそらく特別なツールを使用して、それを形成するすべての長さのパイプを切断する必要があります。 DIYショップでパイプカッターを簡単に見つけることができます。一般に、直径3 cm未満のパイプを簡単に切断できます。パイプを切断するには、パイプカッターの切断ジョーをゆっくり閉じる必要があります。ホースをゆがめる可能性があるため、速すぎて洗わないでください。弓のこを使用して直径3 cmを超えるパイプを切断し、次に新しいパイプの端から粗さを取り除くためにやすりを使用する必要があります。 -

数センチメートル以内のパイプの端を研磨材できれいにします。 はんだを付着させる表面は完全にきれいでなければなりません。これにより、溶接部が自然に、そしてパイプの接合部に均等に流れることができます。 -

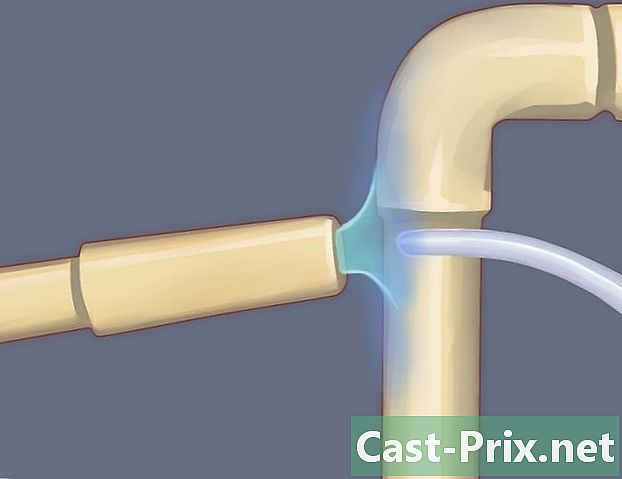
パイプを溶接します。 プロパントーチに点火し、ジャンクションエリアで炎をすばやく前後に動かして、パイプの端を加熱します。接合面全体、つまりパイプの端部全体に炎を通過させることにより、均一に加熱します。接合部の温度が十分に高いと思われる場合は、その部分に溶接ワイヤの端を適用します。溶接部がすぐに溶けた場合、2つのパイプの接続領域は実際には正しい温度になっています。トーチで加熱する場所の反対側のパイプに溶接ワイヤを接触させます。- 溶融はんだが流れて、接合部全体に広がるはずです。はんだを冷まします。数秒しかかかりません。ジョブが終了していない場合は、別のジャンクションエリアに移動します。
-

溶接の品質を確認します。 溶接作業が完了したら、数分待ってから、溶接したばかりのパイプに水を流します。配管の全長を渡して、漏れがないか確認します。見つかったら、問題のある接合部で溶接ジョブを繰り返します。

- はんだごてまたはプロパントーチ
- あなたがする必要がある職場での適切な溶接
- はんだごてスタンド
- クリップまたはコンポーネントを所定の位置に保持するクリップ
- はんだ付け部品
- 保護具
- 配管を切断する必要がある場合は、パイプカッターまたは弓のこ
- 溶接されるパイプの端をきれいにする研磨材
確かに見てください

不要な友人を取り除く方法
この記事の共著者はLPCのPaul Chernyakです。 Paul Chernyakは心理学コンサルタントで、シカゴでライセンスされています。彼は2011年にアメリカの専門心理学学校を卒業しました。この記事には8つの参考文献が引用されていますが、それらはページの下部にあります。 すべての友情が持続するわけではありません。不要な友人を退治しなければならない状況になる可能性があります。友達とリンクを...

自然に腎臓感染を取り除く方法
この記事の共著者は、Zora Degrandpre、NDです。デグランプレ博士は、ワシントンの認可された自然療法医です。彼女は2007年に国立自然医学大学の医学博士として卒業しました。この記事で引用されている9つの参考文献があり、それらはページの下部にあります。 腎臓にはいくつかの機能がありますが、主な役割は体内の体液をろ過することです。血液から老廃物を除去し、体液とミネラルのレベル(ナトリウム、...